
De afgelopen jaren zal het laserlassen van kunststoffen, dankzij de voortdurende verbetering van de technologie, in de toekomst geleidelijk een groeiende trend vertonen.De afgelopen jaren zijn sommige lasertechnologieën niet doorgebroken en is de laserprijs relatief hoog.Vergeleken met traditioneel lassen is de eenmalige investering groot, wat wellicht niet snel voordelen oplevert.Maar nu wordt het economische voordeel van laser benadrukt.Het laserlassen van kunststof kan de moeilijkheid voor ontwerpers om producten te ontwerpen verminderen.
Momenteel stellen veel producten (waaronder de auto-halfgeleiderindustrie, de farmaceutische en voedingsindustrie, enz.) zeer hoge eisen aan de verwerkingsnauwkeurigheid en het esthetische uiterlijk, waardoor laserlassen een noodzakelijk proces wordt voor de productie van deze producten en de verdere ontwikkeling van deze producten wordt bevorderd. laserlastechnologie.
Hoe dichter de compatibiliteit, de smelttemperatuur en de afstemming van kunststoflaserlassen zijn, hoe beter het effect zal zijn.De toepassingsmodus van kunststoflaserlassen verschilt van die van metaallassen, inclusief sequentieel omtreklassen, quasi-synchroon lassen, synchroon lassen en bestralingsmaskerlassen.Olay Optoelectronics zal deze lasmodi kort introduceren.
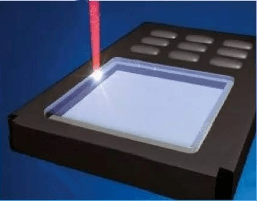
1. Profiellassen
De laser beweegt langs de contourlijn van de kunststof laslaag en smelt deze om de kunststoflagen geleidelijk aan elkaar te hechten;Of beweeg de sandwich langs de vaste laserstraal om het doel van het lassen te bereiken.
In praktische toepassingen stelt contourlassen hoge eisen aan de kwaliteit van spuitgietonderdelen, vooral bij de toepassing van complexe laslijnen zoals olie-gasafscheiders.Bij het kunststoflaserlassen kan met contourlassen een bepaalde penetratie van de laslijn worden bereikt, maar deze penetratie is klein en oncontroleerbaar, waardoor de vervorming van de spuitgietdelen niet te groot mag zijn.

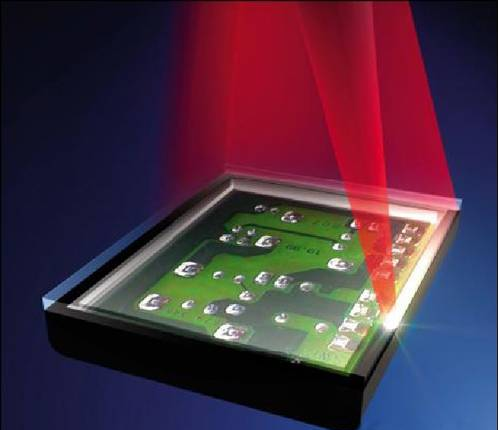
2. Synchroonlassen
De laserstraal van meerdere diodelasers wordt gevormd door optische elementen.De laserstraal wordt langs de contourlijn van de laslaag geleid en genereert warmte bij de lasnaad, waardoor de gehele contourlijn tegelijkertijd wordt gesmolten en aan elkaar wordt gehecht.
Synchroonlassen wordt voornamelijk gebruikt in autolampen en de medische industrie.Synchroon lassen is een meerbundel, optische vormgeving toont de lichte plek van de lasbaan, die wordt gekenmerkt door het verminderen van interne spanning.Omdat de eisen relatief hoog zijn en de totale prijs relatief hoog, wordt het veel gebruikt bij medische behandelingen.
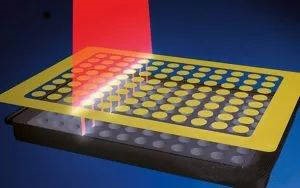
3. Lassen scannen
Scanlassen wordt ook wel quasi synchroon lassen genoemd.Scanlastechnologie combineert de twee bovengenoemde lastechnologieën, namelijk sequentieel omtreklassen en synchroon lassen.De reflector wordt gebruikt om een hogesnelheidslaserstraal met een snelheid van 10 m/s te genereren, die langs het te lassen onderdeel beweegt, waardoor het hele lasonderdeel geleidelijk opwarmt en samensmelt.
Quasi synchroon lassen wordt het meest toegepast.In de auto-onderdelenindustrie wordt de XY-hoogfrequente galvanometer binnenin gebruikt.De kern ervan is het beheersen van het instorten van twee materialen bij het lassen van plastic.Contourlassen veroorzaakt grote interne spanningen, die de afdichting van objecten beïnvloeden.Quasi-synchronisatie is een snelle scanmodus en kan met de huidige controle interne stress effectief elimineren.

4. Rollend lassen
Walslassen is een innovatief laser-kunststoflasproces, dat veel verschillende vormen kent.Er zijn twee hoofdtypen walslassen:
De eerste is Globo-kogellassen.Aan het uiteinde van de laserlens bevindt zich een glazen bol met luchtkussen, die de laser kan focussen en de plastic onderdelen kan vastklemmen.Tijdens het lasproces wordt de Globo-lens aangedreven door het bewegingsplatform om het lassen te voltooien door langs de laslijn te rollen.Het hele proces is net zo eenvoudig als schrijven met een balpen.Het Globo-lasproces vereist geen complexe bovenste bevestiging en hoeft alleen een ondersteuningsproduct voor de onderste mal te produceren.Globo kogellasproces kent ook een variant rolrollasproces.Het verschil is dat de glazen bol aan het uiteinde van de lens is veranderd in een cilindrische glazen cilinder om een breder lasersegment te verkrijgen.Rolwalslassen is geschikt voor breder lassen.
De tweede is het TwinWeld-lasproces.Bij dit kunststoflaserlasproces wordt een metalen rol aan het uiteinde van de lens toegevoegd.Tijdens het lasproces drukt de rol de rand van de laslijn aan om te lassen.Het voordeel van dit kunststof laserlasproces is dat het metalen aandrukwiel niet zal slijten, wat bevorderlijk is voor productie op grote schaal.De druk van de aandrukrol werkt echter op de rand van de laslijn, waardoor gemakkelijk koppel kan worden gegenereerd en verschillende lasfouten kunnen ontstaan.Tegelijkertijd is het programmeren van laswerkzaamheden lastig, omdat de lensstructuur relatief complex is.
4. Rollend lassen
Walslassen is een innovatief laser-kunststoflasproces, dat veel verschillende vormen kent.Er zijn twee hoofdtypen walslassen:
De eerste is Globo-kogellassen.Aan het uiteinde van de laserlens bevindt zich een glazen bol met luchtkussen, die de laser kan focussen en de plastic onderdelen kan vastklemmen.Tijdens het lasproces wordt de Globo-lens aangedreven door het bewegingsplatform om het lassen te voltooien door langs de laslijn te rollen.Het hele proces is net zo eenvoudig als schrijven met een balpen.Het Globo-lasproces vereist geen complexe bovenste bevestiging en hoeft alleen een ondersteuningsproduct voor de onderste mal te produceren.Globo kogellasproces kent ook een variant rolrollasproces.Het verschil is dat de glazen bol aan het uiteinde van de lens is veranderd in een cilindrische glazen cilinder om een breder lasersegment te verkrijgen.Rolwalslassen is geschikt voor breder lassen.
De tweede is het TwinWeld-lasproces.Bij dit kunststoflaserlasproces wordt een metalen rol aan het uiteinde van de lens toegevoegd.Tijdens het lasproces drukt de rol de rand van de laslijn aan om te lassen.Het voordeel van dit kunststof laserlasproces is dat het metalen aandrukwiel niet zal slijten, wat bevorderlijk is voor productie op grote schaal.De druk van de aandrukrol werkt echter op de rand van de laslijn, waardoor gemakkelijk koppel kan worden gegenereerd en verschillende lasfouten kunnen ontstaan.Tegelijkertijd is het programmeren van laswerkzaamheden lastig, omdat de lensstructuur relatief complex is.
Posttijd: 23 september 2022